If you were in Victoria from
about 4.5 million years ago until as recently as 7,200 years ago, you would
have seen hundreds of active volcanoes that were a part of Western Victoria’s
landscape forming one of the World’s largest basalt plains; with more than 400
volcanoes mapped.
This basalt plain stretches from
Melbourne to Portland and is as wide as from Colac to Beaufort. It
consists mainly of vast open areas of grasslands, large, shallow lakes, small
patches of woodland and stony rises from the once hot lava flows. The low peaks
of dormant and extinct volcanoes dot the landscape.
Glenthompson is a town on this plain on the
Glenelg Highway between Ballarat and Hamilton, close to the Grampians mountain
range. The population of the town is
now less than 150. The only real
landmark in the town is the Welsh style chimney of the local brickworks. Once the main industry in the town and now
rarely operational, it supplied bricks for many regional buildings built in the
post war era. Originally, a small town
named Yuppekiar was built about 5 kilometres away, but it moved when the
railway was built linking Ballarat and Hamilton. Their post office opened in 1866 and the town was known as
Yuppekiar before reverting to Glenthompson.
During pastoral settlement of the
volcanic plains in the 19th Century,
this stone was used to construct hundreds of kilometres of dry-stone-walls and
has become a characteristic feature of the Western District landscape.
These eruptions left vast, deep deposits of basalt, or bluestone as it is
known. From the 1830s, this olivine basalt was quarried in Melbourne as a
building material from pits in what are now the Fitzroy Gardens and the suburbs
of Carlton and Clifton Hill. Later, quarries began in Williamstown, Footscray
and Brunswick, as well as Coburg and Preston.
The gold rush of the 1850s saw
the population of Victoria explode as a wave of migration flooded the fledgling
colony. Many major buildings in Melbourne were made from this local
bluestone, as well as warehouses, bridges, Streets, curbing and laneways.
For example, when the old Newmarket Sale yards were redeveloped, over 1.6
million bluestone “pitchers” were removed. Councils used around 480,000,
another 480,000 were re used on the site and 700,000 were sold for $2.50
each.
In part, because of the expense
of transporting bluestone, bricks gradually came to replace stone as the
preferred building material. Hoffman Brick & Potteries Ltd in
Brunswick, one of Melbourne's first brickworks (1870), was quickly followed by
Butler's Brickworks (1879), Fritsch Holtzer & Co. (1880) and the Northcote
Brick Co. (1882). The first brick clay pits were located in the inner suburbs,
close to the areas of greatest building activity. Small brick works had sprung up all over the State by this time.
The main soil type overlaying the
brick duplex clay area of Glenthompson are bleached sodic, brown chromosol.
The term “duplex” is used in Australia to describe soils with
contrasting texture between soil horizons, they are also referred to as
“texture contrast soils.” The topsoil
is strongly acidic greyish brown fine clay sandy loam. Subsoil is yellowish
brown heavy clay. It is a
free-draining soil, usually requiring fertilizing for horticulture. The
underlying shale quarried for brick making is Silurian mudstone. The
Silurian period is the third period of the Paleozoic era that began at the end
of the Ordovician period around 440 million years until around 419 million
years. Melting icecaps during the Silurian period contributed to these
sediments overlying the Ordovician layers. Extensive erosion occurred during
this period because of the lack of plants and a large part of Victoria was
formed by sedimentation during the Silurian period.
Mudstone is hardened mud made up
of a fine-grained sedimentary rock. (Originally clay with grains too fine to be
seen without a microscope). It also contains other minerals such as
calcite. Some mudstone becomes shale, (or laminated and fissile
mudstone). Shale is characterized by compaction into laminations, or
layers about one centimeter thick. “Fissile” means that the shale easily
splits along the laminations. Historically, the terms “shale” and “Slate”
were interchangeable. Shale can be crushed and mixed with water to form
clays for brick making.
Shale is thinly
stratified, consolidated, sedimentary clay with well-marked cleavage parallel
to the bedding. Very
early in the days of European settlement, large quantities of this fine and
even grained mudstone shale were discovered close to the surface in and around
Glenthompson.
The current site of the brickworks, located on
the corner of Donald Forbes Street and the Glenelg Highway, was originally part
of 245 acres purchased on the 8th of September 1873 by Samuel
Fielding. The area was already
producing clay for bricks, usually on-site, sometimes from excavations for dams
and used for small building works.
There had been a brick works in Glenthompson since the 1860s. At the time, many settlers wanted large,
imposing red bricks homes like those back in the UK. These were produced in primitive kilns known as “clamps”. Other methods involved burning 3-4 foot
lengths of wood placed between rows of bricks in open stacks. This had the added advantage of helping to
clear the land as it required around a ton of wood to fire 1000 bricks.
Put simply, bricks are man-made
rocks. We take sedimentary material and turn it into a metamorphic one by
applying heat. They are small individually moulded rectangular blocks of
clay of uniform size that are baked in a kiln until hard and used as a building
or paving material. The first attempt to standardize the size of a brick
in England was in 1477. Much later, Queen Elizabeth 1st granted a
charter to brick and tile makers, after which a standard size of 9” x 41/4” x 2
¼ inches became common, although variations in size continued. In 1849
the Statute Brick was required to be this size. Today, they are produced
in a standard size; 2 ¼ inches by 3 ¾ inches by 9 inches, or 75mm by 115mm by
230mm. Whatever size, the ratio of 4:2:1 is standard.
The problem for many early brick
works was that they were operated by a sole brick maker who needed to be there
twenty-four hours a day to set up, load, fire, unload and remove the
bricks. It was hard, dangerous, physical
work demanding long hours and hard work for little return, except for volume
production. A single kiln with a single operator could take around two
weeks to make a batch, and then set up ready for the next one. If a fire
went out, it was hard to re-start and a batch of bricks could be ruined.
Many batches of under fired bricks (or doughboys) were made during this
period. Although the workers were paid little and generally considered to
be from a lower socio-economic group, the work needed skill and judgment and
expert timing to be done properly. Because competition was fierce and
margins were tight, a sole proprietor also needed to have the optimum number of
firing cycles from each kiln to maximize output and profit.
Significant deposits of suitable
shale/clay were exploited to manufacture bricks and the forests that previously
existed were used to fire the brick making kilns. Little now remains in
the area of this now vanished industry, and what does remain receives little,
if any recognition. Throughout Australia, historic brickworks sites
generally exist now only through neglect.
The Thompson brothers, George and Joseph, formerly of
Ballarat and the new owners of Yallum Park, about 12 miles north of
Glenthompson where they began making bricks.
A building in Glenthompson, believed to be 90 years old and originally
owned by the Scott family was demolished in 1959. The chimney bricks were some of the original hand-made Thompson
brothers bricks and were still in excellent condition. They later established the
Glenthompson Brickworks in the town of Glenthompson in 1900. It was a small yard in a paddock east of the
primary school, near the railway line.
The street running past it is named Thompson Street in their
honour. The business prospered and
consolidated with the increasing demand for the red bricks that it could
produce using traditional manual methods. They then moved to the present site
on the Glenelg Highway because of the availability of red clay for the red
bricks fashionable at the time. Their
kilns were making around 60 to 70,000 bricks a month.
Clay was brought up from the pit (weather permitting) each
day in a wheeled car on a tram-line pulled by a horse, known as a “whim-horse”.
The horse pulled a bar similar to the hand of a clock round and round, winding
the cable on a spindle until the car reached the top. A “whim”, also known as a whim gin or horse capstan is a device
used in mining for hauling materials to the surface. It comprises a capstan or a wide drum with a vertical axle. A rope or cable is wound around the drum
with both ends traversing several pulleys and hanging down the pit face. As the drum is turned around, a wheeled bin
is pulled up a narrow gauge rail track laid on the side of the pit leading to
the works.
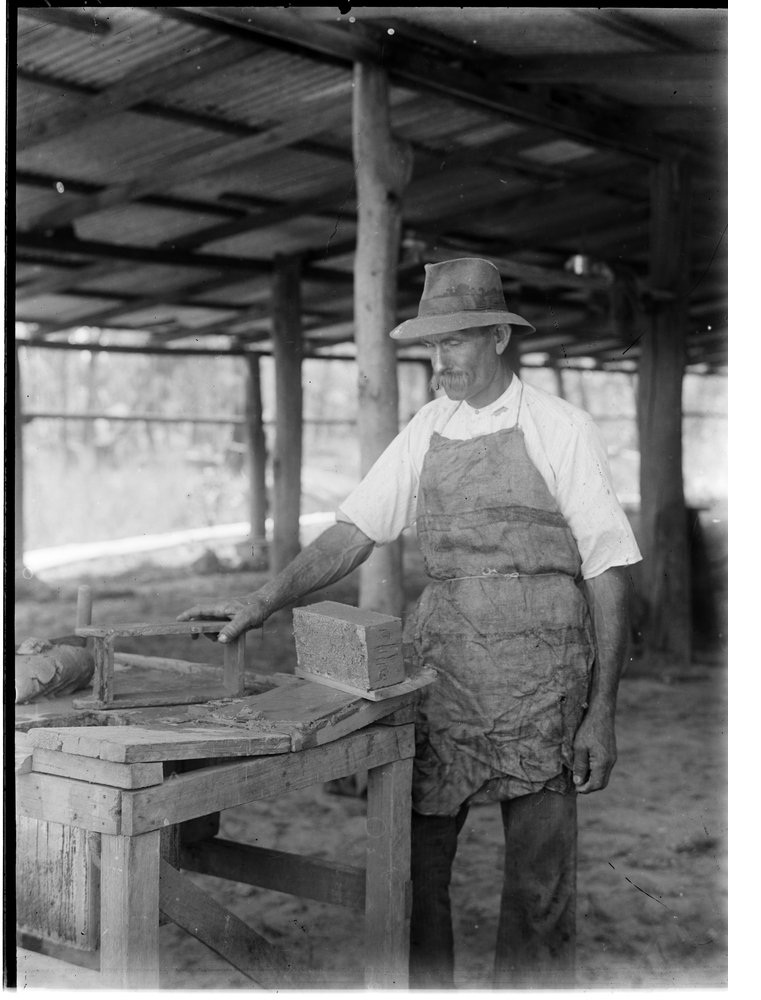
James Gunn a carpenter from Dunkeld made their wooden
brick moulds. Moulds could be either
single or double. Bricks were made by
hand by Alfred Abrahams who could select the right amount of clay for each
brick and made it into an automatic, rhythmic operation. His two sons Ray and Thor were also employed
at the brickworks for many years.
The bricks were stacked into rows for drying and covered
with thatch, made from rushes cut from local swamps. They were then stacked into the kilns for burning. After firing, they were cooled and sorted
before being carted to the station by horse and dray for dispatch. A single horse could pull a load of 500
bricks that would have been loaded by hand, two at a time. The old horse was so used to the trip from
yard to station that the driver had only to set the horse on the road and it
would walk there by itself on the road, while the driver took a short cut. The price of bricks in those days (1905) was
30/- per thousand. Today the price of a
brick is around $1.00 each.
Before
bricks are made, clay has to be extracted and prepared. This process consists of the following
steps.
Tempering
The process of Tempering is adding water to the clay to make it more
workable. Too much or too little water added to the clay mix will decrease
quality, though.
Disintegration and Crushing
An alternative to tempering is disintegration or weathering, this
involves allowing clay to dry in the sun and absorb moisture from rain and dew.
The repeated drying and moistening of clay will bring clay to a plasticity and
workability appropriate for brick making.
Crushing will make the mixture more homogeneous. In the days of the whim horse, clay was
brought up each day. When the plant was
mechanized, a years worth of clay was extracted over a period of 4 to 5
days. This was left to weather and was
used over an extended period.
Mixing
Mixing is done to make the clay homogeneous and smooth. There are
different techniques that can be used to do this, including using animal power
or letting humans mix the clay with their feet. Different admixtures such as
coal or sawdust can be added to the clay for two beneficial reasons:
1)
reduce cracking
during drying and
2)
reduce fuel
usage during firing.
Moulding
Importance of Standardizing the Brickmaking Process
Bricks should have standard characteristics if they are to be used in
construction. For example, builders or contractors may buy bricks from several
different sources for one project: the bricks must be the same size or there
will be problems matching the construction of different sections of the
building. Moreover, a standard brick
size will allow a builder or contractor to more accurately determine how many
bricks will be needed for a project. A
new brick maker therefore, should follow local standards, checking with other
brick makers in the area or with local authorities or building and construction
contractors.
Shrinkage
When determining the size of a mould for brick making a necessary
consideration must be shrinkage. Bricks
will shrink when drying, so the mould size must be larger than the intended
finished brick.
Slop Moulding
In slop moulding, a wet clay mixture is used. The mix is put into a rectangular form without a top or
bottom. A problem with this technique
is that because the mix is so wet, the brick may deform under its own weight
and the surface can be marked easily.
Sand Moulding
Sand moulding utilizes a drier clay mix, formed into a wedge and thrown
into a mould. A bow cutter can be used to smooth the top of the brick, and the
form is released because of a hinged bottom. Since the clay is drier, the brick
can be moved with wooden palettes that can reduce the amount of surface marks.
There are multiple benefits to using sand moulding instead of slop moulding,
such as:
Less water is used, so there is less cracking and the bricks are
stronger.
Fewer moulds are needed because they can be removed from the brick
right away.
Work spaces are cleaner because of less splashing of the drier mix.
Workers stand up instead of squatting down, so they are more
comfortable.
Bricks are more regular because they don't deform like slop moulded
bricks, so a better product is produced therefore, better construction and more
attractive buildings will be possible.
Slop moulded bricks can be imprinted with the brick maker's name, inside
a "frog," on the flat side of the brick. This helps the brick dry and
fire well, and is a good form of advertising.
Drying
Water was added
during clay preparation to increase workability of the mixture, but in drying
it is removed for several reasons.
First, there will be less cracking in fired bricks with less water
content. Secondly, additional fuel is needed, beyond what is used for firing,
to dry the bricks in the kiln. Proper
drying of bricks will involved rotating the bricks for different exposures to
ensure even drying rates. For best
results, drying should be done slowly.
This will help with more even drying.
Also, the best drying technique may change from location to location, so
the brick makers must gain experience to determine the best way to dry bricks
for each production process.
A typical drying shed, this one was in Dandenong.
The First World War caused demand to drop and production
tapered off, sometimes stopping altogether.
By the end of the Second World War there was no more demand for
hand-made bricks. With the decline of
that demand, the Thompson family sold the business to Donald Forbes, a local
pastoralist and Reg Williams, a master builder from Hamilton in 1947. They made
immediate improvements to the plant and, in 1949, sold out to Glenthompson
Brickworks Pty Ltd, with Forbes remaining as Managing Director. They had installed a small crusher, one
brick press and built four Scotch Kilns.
Shortly after, four rectangular downdraught kilns were also built. Three of these kilns are still at the
brickworks. These were downdraught
kilns and the smoke was removed through a new 96 foot square tapered chimney as
well as a machinery house, resulting in 18,000 bricks a day capacity. The re-opening of the brickworks after the
Second World War in 1946 by Forbes and Williams was instrumental in bringing an
electricity supply to the town. Traditionally, square chimneys are usually made by Welshmen, circular ones by Cornish.
When someone came to an area that
had sufficient clay, a small kiln, usually made of mud or unfired clay (and
known as a “Clamp”) would be built to hold the “green” bricks. The
Brick Maker stacked the bricks appropriately to ensure sufficient space around
them to conduct the heat. When the bricks were suitably “fired” they
could be used. The brick maker would eventually make enough bricks to
build a simple Scotch kiln or rectangular downdraught kiln. This type of
kiln was popular at the time and generally had sufficient capacity to hold up
to forty to sixty thousand bricks. This
meant that the kiln had sufficient thermal mass and volume to produce
commercial quantities of bricks necessary to ensure that the kiln cooled slowly
and less heat was lost during firing. The vast woodlands around
Glenthompson were quickly used up by this process and by the many farmers
moving into the area.
This is a photograph of John Thompson and his son George (no relation as far as I know). They are in front of a clamp broken open for unloading.
Brick kilns first started in pits
then walls were added. These are known as “Clamps.” that were ventilated
at the top, rather than have a chimney. Building a tall chimney stack,
allowed the fire to burn more efficiently by improving air flow or “draw”
through the kiln. The bricks produced by Clamps were not of high
quality. Variations of the different kilns have been invented over
the years with varying degrees of efficiency and cost, but all kilns fall into
one, or both, of two categories: Downdraught and
Tunnel.
In the English-speaking world, the term for a kiln used to
make a smaller supply of bricks is known as the Scotch kiln. It is also known as a Dutch Kiln or a Scove
Kiln. It is the type of kiln most
commonly used in the manufacture of bricks. Scoving is the process of covering
the kiln in wet clay to seal any openings.
A Scotch Kiln is often used to make the quantity of bricks needed on
site for a Hoffman Kiln. This can be
around 400-500,000 bricks. It is
a roughly rectangular building, open at the top, and having wide doorways at
the ends. The sidewalls are built of old or poorly made bricks set in
clay. There are several openings called
fire-holes, or " eyes," made of firebricks and fire clay, opposite
one another.
This is a picture of three
Scotch kilns built at the State Brickworks at Wonthaggi. Note the large stacks of wood for firing the
kilns. Note the stacks of firewood. The dried raw bricks are
arranged in the kilns so as to form flues connecting the fire-holes or eyes,
and they are packed (crowded) in such a way to leave small spaces between the
bricks from bottom to top and front to back and side to side through which the
fire can find its way to and around every brick. A modification of the Scotch Kiln is
sometimes to have openings in the floor like latticework, through which the
heat ascends from arched furnaces underneath.
After the dried bricks are loaded
into the kiln, the ends (or wickets) are built up, and plastered over with
clay. At first the fires are kept low, simply to drive off the moisture. After about three days the steam ceases to
rise and the fires are allowed to burn up briskly. The draught is regulated by partially stopping the fire-holes
with clay, and by covering the top of the kiln with old bricks, boards, or
earth, so as to keep in the heat. It
takes between 48 to 60 hours for the bricks to be sufficiently fired, and they
will have shrunk to the appropriate size.
The fire-holes are then completely sealed with clay and all air
excluded. The kiln is then allowed to
cool gradually.
A convenient size for a Scotch kiln is about
60 feet by 11 feet internal dimensions, and 12 feet high. This will contain
about 80,000 bricks. The fire-holes are 3 feet apart. These kilns are often
made 12 feet wide, but 11 feet is enough to burn through properly. A kiln takes on an average a week to burn,
and, including the time required for crowding and emptying, it may be burnt
about once every three weeks, or ten times in an average season. This will produce
about 800,000 bricks that is about as many as would be turned out by two
moulders in full work. The bricks in
the centre of the kiln are generally well burnt. Those at the bottom are likely
to be very hard, some clinkered. Those at the top are often badly burnt, soft,
and unfit for exterior work.
A Scotch Kiln is of a type known as an
intermittent kiln. A Hoffman Kiln is
known as a continuous kiln. In a
continuous kiln bricks remain stationary and the fire moves through the
kiln with assistance or help of a chimney or by a suction fan. Most brick
works in Victoria ended up using the “Hoffman” kilns of this type, but not at
Glenthompson.
Why did some brick makers continue to use downdraught kiln
when most other brickworks used “Hoffman” kilns? The answer is quality and control and
colour matching. They were
well fired, free from cracks and distortion with sharp well-defined
edges. Some makers, like
Glenthompson also made a variety of custom brick and tile to suit special
jobs.
Pipes were sometimes made in beehive kilns; an intermittent
kiln, circular in plan, with fireboxes arranged around the circumference.
Pipes were stacked in the arched chamber to retain greater heat and create more
durable pipes. Although called “beehives” because of their distinctive
shape, they look more like a yert. An old beehive kiln is still at the
Bendigo Pottery.
It took one week to stack and arrange the bricks in a
downdraught kiln. It took another week to fire the bricks, consisting of
three days to dry out the bricks and four days at 2000 degrees Celsius.
It took another week to unpack.
The kilns had metal bracing to prevent them from falling
apart during firing because of the heat expansion. This sometimes consisted of pieces of old steel railway track
buried vertically about one and a half metres into the ground at regular
intervals around the kilns. These posts went to roof height and metal
strapping or bars were fixed horizontally around the kiln to brace the
brickwork.
Clay bricks come in several basic
types;
Hand Made or Moulded
These are very costly to produce,
as they are quite labour intensive. It is only a specialist or boutique
company that could or would make them today. They are made by throwing a
lump of clay into a mould and then cutting off any excess. Sometimes machine-made
bricks are treated to give them a rough or irregular appearance to imitate a
hand-made brick. These bricks are made from clay that has been mixed
(pugged) with water. This process is
known as “tempering” to make the clay workable. Too much or too little water changes the quality of the
bricks. These types of bricks were
produced at the Glenthompson Brick Company. Over time, they came in two
types;
Machine Pressed Bricks
Semi-dry plastic. The clay
is mixed with up to 12% water depending on the clay. The mix has to be
sufficiently dry to fall into a mould using its own weight. The clay is
then formed under pressure into a frogged brick. These bricks have smooth
faces and sharp edges. Dry pressed bricks have a cork-like appearance.
Stiff plastic. The clay for
these bricks has slightly higher water content (up to 17%). The clay is
forced under pressure from an auger into a mould. The rough brick is then
put into a second mould for a final pressing. The texture of these bricks
is rougher than a semi-plastic brick. Wet-pressed bricks are very strong bricks, with a
smoother, denser surface.
Brick Making Equipment
What
did the equipment look like and how did it work? Fortunately, most of the
brick making equipment at Glenthompson is still in place. The brick press is of the Bradley and Craven
type. William Craven and Richard Bradley were two young engineers who
produced revolutionary machinery for automating the production of bricks. By 1853 the company’s Stiff Plastic Brick
making machines were being sold throughout the UK and to many oversees markets,
including South Africa, Germany and Australia. The process was later powered by a powerful electric motor.
Originally, a steam engine, powered by a boiler was used.
The depression of the late 1920s and 1930s hit brick makers
hard. Production declined in line with falling sales. It was not
until the late 1930s that sales picked up again, however price controls
introduced during the Second-World-War meant a constant battle with bureaucracy
to keep brickworks financially viable.
These price controls lasted into the 1950s and improved pay
and conditions for workers during this period meant further strain on the
business. Costs were continuing to rise and many other brick-works did
not reopen after the war because of these increased costs and their inability
to attract enough workers.
Donald Forbes grew up at Cherry Mount near Glenthompson
and purchased a property “Wintoc” from Arthur Thacker in 1919, running Hereford
sheep and cattle. He built a new home,
the existing house, on the property in the interwar years. After his accidental death in 1953, his
successor Frank Borbiro began to explore alternative fuels for firing the
kilns.
Frank was an Hungarian refugee who arrived in Australia in
1949. He began working there in 1950 as
a labourer. He became the Managing
Director in 1956 and served on the Shire of Mount Rouse council for 12 years
and was a member of the Portland District Development Committee, Glenelg’s
Regional Planning Authority and Willaura Hospital Board. Frank was awarded an MBE for community
service in 1979.
Reg Williams was an important master builder who was
responsible for building the finest commercial buildings in Hamilton in the mid
20th Century, many of them being designed by the leading Modernist
architects, Seebrook and Fildes of Melbourne.
The company prospered with the post World War Two boom.
Again, it invested in substantial plant and equipment resulting in a production
of 18,000 bricks a day. Forbes died in 1953, and his successor, Frank Borbiro
began to explore alternative fuels for firing the kilns. Oil can be problematic for use when firing bricks. A residue forms on the outside layer of bricks. In 1956 the Brickworks
became the first in Victoria to make the transition to oil firing. Borbiro, a
Hungarian refugee, served on the Shire of Mount Rouse Council, the Portland
District Development Committee, Glenelg's Regional Planning Authority and
Willaura Hospital Board. Borbiro was awarded an MBE for community service in 1979. Countless buildings have been constructed
throughout the region using Glenthompson bricks, including many of great
architectural significance.
Angora Banner Pty Ltd purchased the Brickworks in 1988 and
is the current owner. The Brickworks, the most important supplier of bricks in
the Western District outside Ballarat, is of particular interest because of its
traditional method of firing in single kilns rather than the Hoffman process of
continuous firing in circular kilns used in Melbourne. The Brickworks are in
full working order and retain an excellent degree of integrity. Production today is limited and considerable cost would be involved in bringing the plant up to date.
Special thanks to Heather Lynch for notes on much of the information here and to Dave Veccio, a worker at the brickworks for showing me around and giving me a lot more information.
Also, the "Hamilto Spectator"of Saturday July 10, 2010.